 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


ຂະບວນການ Extrusion ທໍ່
Ningbo Fangli Technology Co., Ltd. ເປັນຜູ້ຜະລິດອຸປະກອນກົນຈັກທີ່ມີເກືອບ ປະສົບການ 30 ປີຂອງອຸປະກອນ extrusion ພາດສະຕິກ, ສະພາບແວດລ້ອມໃຫມ່ ການປົກປ້ອງແລະອຸປະກອນວັດສະດຸໃຫມ່. ໃນທີ່ນີ້ພວກເຮົາໄດ້ກະກຽມທີ່ສົມບູນແບບ ການແນະນໍາກ່ຽວກັບການປຸງແຕ່ງ extrusion ຂອງທໍ່, ດັ່ງຕໍ່ໄປນີ້:
ທໍ່ແມ່ນທໍ່ຫຼືກະບອກຮູສໍາລັບ ການຂົນສົ່ງຂອງນ້ໍາ. ຄໍາວ່າ "ທໍ່" ແລະ "ທໍ່" ແມ່ນເກືອບແລກປ່ຽນກັນໄດ້. "ທໍ່" ມັກຈະເຮັດຕາມຂະຫນາດທີ່ກໍາຫນົດເອງແລະອາດຈະມີຂະຫນາດສະເພາະແລະ ຄວາມທົນທານຫຼາຍກ່ວາທໍ່, ຂຶ້ນກັບຄໍາຮ້ອງສະຫມັກ. ຄໍາວ່າ "ທໍ່" ຍັງສາມາດ ຖືກນໍາໃຊ້ກັບທໍ່ທີ່ມີລັກສະນະທີ່ບໍ່ແມ່ນຮູບທໍ່ກົມ (ເຊັ່ນທໍ່ສີ່ຫລ່ຽມ). ໄລຍະ "ທໍ່" ຖືກໃຊ້ຢ່າງກວ້າງຂວາງໃນສະຫະລັດແລະ "ທໍ່" ຢູ່ບ່ອນອື່ນໃນໂລກ.
ທໍ່ອາດຈະຖືກກໍານົດໂດຍຂະຫນາດທໍ່ມາດຕະຖານ ການອອກແບບ, ເຊັ່ນ: Nominal Pipe Size (ໃນສະຫະລັດ), ຫຼືໂດຍ nominal, ພາຍນອກ, ຫຼື ເສັ້ນຜ່າສູນກາງພາຍໃນແລະຄວາມຫນາຂອງຝາ. ຫຼາຍມາດຕະຖານອຸດສາຫະກໍາແລະລັດຖະບານ ມີຢູ່ສໍາລັບການຜະລິດທໍ່ແລະທໍ່.
ທໍ່ສ່ວນຫຼາຍແມ່ນເຮັດໂດຍຜ່ານການ extrusion, in-line ກັບທິດທາງຂອງ extrusion, ເສຍຊີວິດ, ຂະຫນາດຫຼືການປັບອຸປະກອນຫຼື tank, tank cooling water, conveyor, ແລະ cutter, ຖ້າຕ້ອງການ, ແລະເອົາອອກ ອຸປະກອນໃນຕອນທ້າຍຂອງສາຍ. ເສັ້ນສາມາດປະກອບມີອຸປະກອນເຄື່ອງຫມາຍຫຼື a ອຸປະກອນການທົດສອບ. ຄວາມຕ້ອງການທີ່ສໍາຄັນແມ່ນການເຮັດໃຫ້ເຢັນ extrudate ແທນທີ່ຈະໄວ ຢູ່ໃກ້ກັບຕາຍໃນຂະນະທີ່ຮັກສາການຄວບຄຸມຂະຫນາດແລະຄຸນສົມບັດ.
ລວມຢູ່ໃນຂະບວນການຕ່າງໆ ເຕັກນິກໃນການຄວບຄຸມຂະຫນາດ / ຂະຫນາດທີ່ມີທັງ melts ແຕ້ມຟຣີ (ປົກກະຕິແລ້ວສໍາລັບທໍ່ເສັ້ນຜ່າກາງຂະຫນາດນ້ອຍ) ຫຼືລັກສະນະຂະຫນາດ. ຄ່າໃຊ້ຈ່າຍທັງຫມົດຂອງ ການຜະລິດທໍ່ສາມາດລວມຄ່າໃຊ້ຈ່າຍວັດສະດຸສູງເຖິງ 80%. ເປົ້າຫມາຍແມ່ນ ສະເຫມີເພື່ອໃຫ້ໄດ້ຮັບການຄວບຄຸມຄວາມທົນທານທີ່ເຄັ່ງຄັດເພື່ອຫຼຸດຜ່ອນການບໍລິໂພກວັດສະດຸ. ດິສກ໌ປັບຂະໜາດ ແລະ/ຫຼື ຄວາມໜາຂອງການອອກແບບທີ່ແຕກຕ່າງກັນແມ່ນໃຊ້.
ການປະສົມປະສານຂອງຄຸນສົມບັດການລະລາຍ, ອັດຕາ ຄວາມໄວຂອງສາຍ, ຄວາມດັນອາກາດພາຍໃນ, ແລະອັດຕາຄວາມເຢັນມີອິດທິພົນຕໍ່ ຂະຫນາດຂອງທໍ່. ອັດຕາສ່ວນການຫຼຸດລົງ melt ຈາກຕາຍເຂົ້າໄປໃນຄວາມເຢັນນ້ໍາ trough ແມ່ນກ່ຽວຂ້ອງໂດຍກົງກັບຂະຫນາດສຸດທ້າຍຂອງທໍ່. ຂຶ້ນກັບ ພາດສະຕິກທີ່ຖືກປຸງແຕ່ງ, ອັດຕາສ່ວນຕັ້ງແຕ່ 4/1 ຫາ 10/1. ການນໍາໃຊ້ອັດຕາສ່ວນຕ່ໍາ ຊ່ວຍຫຼຸດຜ່ອນຄວາມກົດດັນ extruded-in, ເຊິ່ງສາມາດນໍາໄປສູ່ບັນຫາທີ່ກ່ຽວຂ້ອງກັບ shrinking ແລະຄວາມກົດດັນ cracking.
ຂຶ້ນຢູ່ກັບຄຸນລັກສະນະຂອງ ພາດສະຕິກຖືກປຸງແຕ່ງ, ການຫົດຕົວສາມາດເກີດຂື້ນພາຍໃນ 24 ຊົ່ວໂມງຫຼັງຈາກ ອອກຈາກສາຍການປຸງແຕ່ງ. ທໍ່ຫຼືທໍ່ອາດຈະຖືກບັງຄັບ annealing ແລະເງື່ອນໄຂ post ອື່ນໆທີ່ສາມາດສົ່ງຜົນກະທົບຕໍ່ລະດັບຂອງການຫົດຕົວ.
ມີຫຼາຍວິທີທີ່ແຕກຕ່າງກັນທໍ່ແລະທໍ່ ຜະລິດຕະພັນທີ່ໃຊ້ໃນການເຄື່ອນຍ້າຍຂອງແຫຼວ, ທາດອາຍຜິດ, ທາດແຂງ, ແລະອື່ນໆ. ພວກເຂົາສາມາດເປັນ ຮູບຮ່າງເພື່ອສະຫນອງການຕົກແຕ່ງ, ສະຫນັບສະຫນູນຄວາມປອດໄພ, ແລະອື່ນໆ.
ຂັ້ນຕອນການຫຼຸດຜ່ອນຄ່າໃຊ້ຈ່າຍໃນການປຸງແຕ່ງພາດສະຕິກ ທໍ່ປະກອບມີ:
1) ປະຕິບັດເພື່ອຫຼຸດຜ່ອນເສັ້ນຜ່າກາງນອກ (OD) ແລະເສັ້ນຜ່າສູນກາງພາຍໃນ (ID) ຄວາມທົນທານ;
2) ປັບປຸງຄຸນນະພາບທໍ່ແລະຄຸນສົມບັດ ໂດຍການສຶກສາຜົນປະໂຫຍດທີ່ມີສ່ວນປະກອບປະສົມແລະຂັ້ນຕອນການປະສົມທີ່ນໍາໃຊ້;
3) ຫຼຸດຜ່ອນເວລາການຕັ້ງຄ່າໂດຍວິທີການເລີ່ມຕົ້ນ ການຊ່ວຍເຫຼືອແລະລະບົບອັດຕະໂນມັດ;
4) ພັດທະນາການປະຢັດໄຟຟ້າ ການບໍລິໂພກໂດຍການເພີ່ມປະສິດທິພາບຂອງ extruder; ແລະ
5) ການນໍາໃຊ້ຂອງຕາຍປະສິດທິພາບ, tank cooling, pullers, ແລະອຸປະກອນ takeoff.
ການຄວບຄຸມຄວາມທົນທານຂອງ pullers ແມ່ນ ທີ່ສໍາຄັນເພື່ອຫຼຸດຜ່ອນ
OD ແລະ ID ຂະຫນາດ, ໂດຍສະເພາະ ຂະຫນາດທໍ່ຂະຫນາດນ້ອຍກວ່າ.
ການປ່ຽນແປງເລັກນ້ອຍຫຼາຍໃນຄວາມໄວດຶງ ສາມາດມີອິດທິພົນຕໍ່ຂະໜາດ ແລະສິ່ງເສດເຫຼືອຂອງພລາສຕິກຂອງມັນຢ່າງຫຼວງຫຼາຍ.
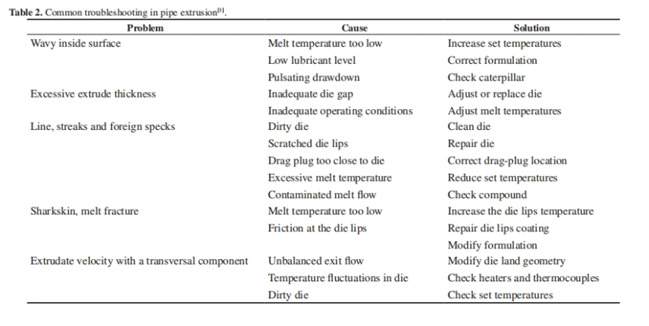
ຕາຕະລາງຂ້າງລຸ່ມນີ້ສະແດງໃຫ້ເຫັນທົ່ວໄປທີ່ສຸດ ການແກ້ໄຂບັນຫາໃນ extrusion ທໍ່.
ຂ້າງເທິງນີ້ແມ່ນກ່ຽວກັບການ extrusion ທໍ່ ຄວາມຄືບຫນ້າ, ຫວັງວ່າຈະສະຫນອງການຊ່ວຍເຫຼືອບາງຢ່າງ. ຖ້າຈໍາເປັນ, ຍິນດີຕ້ອນຮັບ ຕິດຕໍ່ພວກເຮົາ.
https://www.fangliextru.com/solid-wall-pipe-extrusion-line
https://www.fangliextru.com/special-use-pipe-extrusion-system
ສົ່ງສອບຖາມ


X
ພວກເຮົາໃຊ້ cookies ເພື່ອສະເຫນີໃຫ້ທ່ານມີປະສົບການການຊອກຫາທີ່ດີກວ່າ, ວິເຄາະການເຂົ້າຊົມເວັບໄຊທ໌ແລະປັບແຕ່ງເນື້ອຫາ. ໂດຍການນໍາໃຊ້ເວັບໄຊທ໌ນີ້, ທ່ານຕົກລົງເຫັນດີກັບການນໍາໃຊ້ cookies ຂອງພວກເຮົາ.
ນະໂຍບາຍຄວາມເປັນສ່ວນຕົວ