 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


ການເພີ່ມປະສິດທິພາບການຄວບຄຸມອຸນຫະພູມເພື່ອເພີ່ມປະສິດທິພາບສອງເທົ່າຂອງຂະບວນການ Extrusion Twin-Screw
Ningbo Fangli Technology Co., Ltd.ເປັນຜູ້ຜະລິດອຸປະກອນກົນຈັກດ້ວຍປະສົບການຫຼາຍກວ່າ 30 ປີຂອງອຸປະກອນ extrusion ທໍ່ພາດສະຕິກ, ການປົກປັກຮັກສາສິ່ງແວດລ້ອມໃຫມ່ແລະອຸປະກອນວັດສະດຸໃຫມ່. ນັບຕັ້ງແຕ່ການສ້າງຕັ້ງ Fangli ໄດ້ຖືກພັດທະນາໂດຍອີງໃສ່ຄວາມຕ້ອງການຂອງຜູ້ໃຊ້. ໂດຍຜ່ານການປັບປຸງຢ່າງຕໍ່ເນື່ອງ, R&D ເອກະລາດກ່ຽວກັບເຕັກໂນໂລຢີຫຼັກແລະການຍ່ອຍອາຫານແລະການດູດຊຶມຂອງເຕັກໂນໂລຢີທີ່ກ້າວຫນ້າແລະວິທີການອື່ນໆ, ພວກເຮົາໄດ້ພັດທະນາ.ທໍ່ PVC ສາຍ extrusion, PP-R ທໍ່ extrusion line, ການສະຫນອງນ້ໍາ PE / ທໍ່ອາຍແກັສ extrusion line, ເຊິ່ງໄດ້ຖືກແນະນໍາໂດຍກະຊວງກໍ່ສ້າງຂອງຈີນເພື່ອທົດແທນຜະລິດຕະພັນທີ່ນໍາເຂົ້າ. ພວກເຮົາໄດ້ຮັບຫົວຂໍ້ຂອງ "ເຄື່ອງຫມາຍອັນດັບຫນຶ່ງໃນແຂວງ Zhejiang".
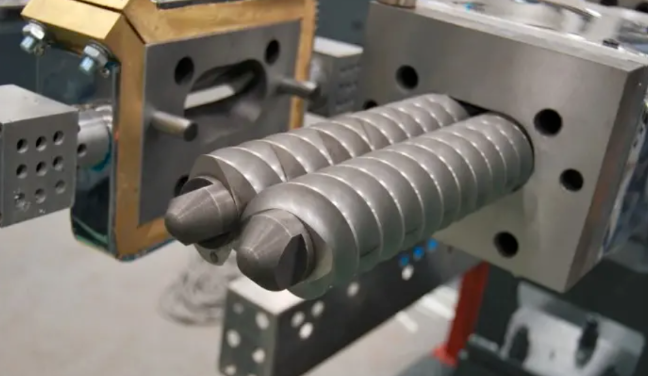
Twin-screw extrusion ແມ່ນຫນຶ່ງໃນຂະບວນການທີ່ສໍາຄັນໃນການປຸງແຕ່ງໂພລີເມີ. ການດໍາເນີນງານທີ່ຫມັ້ນຄົງແລະຄຸນນະພາບຂອງຜະລິດຕະພັນສຸດທ້າຍແມ່ນຂຶ້ນກັບການຄວບຄຸມຂະບວນການທີ່ຊັດເຈນ, ການຄວບຄຸມອຸນຫະພູມແມ່ນສໍາຄັນ.
ເນື່ອງຈາກຄວາມຊັບຊ້ອນຂອງຮູບແບບອຸປະກອນ, ການຕັ້ງຄ່າສະກູ, ແລະຄວາມຫຼາກຫຼາຍຂອງວັດສະດຸ, ຕົວກໍານົດການຂະບວນການທີ່ດີທີ່ສຸດແມ່ນມັກຈະມາຈາກການທົດລອງໃນໄລຍະຍາວແລະປະສົບການທີ່ສະສົມ. ຕໍ່ໄປນີ້ສະຫນອງການແນະນໍາໂດຍຫຍໍ້ກ່ຽວກັບປັດໃຈກ່ຽວກັບອຸນຫະພູມທີ່ສໍາຄັນຈໍານວນຫນຶ່ງໃນຂະບວນການ extrusion twin-screw.
01 ອຸນຫະພູມຂະບວນການ Extrusion
ປັດໃຈຈໍານວນຫຼາຍຕ້ອງໄດ້ຮັບການພິຈາລະນາໃນເວລາທີ່ການອອກແບບອຸນຫະພູມຂະບວນການ extrusion. ການພິຈາລະນາຕົ້ນຕໍແມ່ນຈຸດລະລາຍທີ່ສູງທີ່ສຸດໃນບັນດາອົງປະກອບຂອງວັດສະດຸ. ສໍາລັບຕົວຢ່າງ, ໃນ polypropylene masterbatch, ຜູ້ຂົນສົ່ງ polypropylene ມີຈຸດລະລາຍສູງສຸດທີ່ 170 ° C, ດັ່ງນັ້ນອຸນຫະພູມຂະບວນການສໍາລັບແຕ່ລະເຂດແມ່ນກໍານົດປະມານ 170 ° C. ແນ່ນອນ, ນີ້ສາມາດແຕກຕ່າງກັນໄປຕາມວິທີການເຮັດຄວາມຮ້ອນ; ອຸນຫະພູມແຕກຕ່າງກັນລະຫວ່າງການໃຫ້ຄວາມຮ້ອນຄວາມຕ້ານທານແລະການໃຫ້ຄວາມຮ້ອນ induction ແມ່ເຫຼັກໄຟຟ້າ, ໂດຍປົກກະຕິຫຼັງຈາກນັ້ນແມ່ນຕ່ໍາ.
ອັນທີສອງ, ອຸນຫະພູມຂະບວນການແມ່ນກ່ຽວຂ້ອງກັບຂະຫນາດອຸປະກອນແລະຄວາມໄວການຜະລິດ. ຜົນຜະລິດທີ່ສູງຂຶ້ນຮຽກຮ້ອງໃຫ້ມີຄວາມຮ້ອນຫຼາຍເພື່ອເຮັດໃຫ້ວັດສະດຸອ່ອນລົງແລະລະລາຍ, ຈໍາເປັນຕ້ອງມີອຸນຫະພູມຂະບວນການທີ່ສູງຂຶ້ນ. ອຸນຫະພູມຍັງຖືກອອກແບບເປັນສ່ວນໆຕາມຄວາມຕ້ອງການລຳລຽງ ແລະການຕັດ. ອຸນຫະພູມທີ່ສູງຂຶ້ນເຮັດໃຫ້ຄວາມຫນືດຂອງວັດສະດຸຫຼຸດລົງ ແລະແຮງຂັດ, ໃນຂະນະທີ່ອຸນຫະພູມຕ່ໍາຈະເພີ່ມຄວາມຫນືດ ແລະແຮງຂັດ. ການປັບອຸນຫະພູມໃນຂະບວນການຄວນພິຈາລະນາຄຸນສົມບັດທາງກາຍະພາບອື່ນໆຂອງວັດສະດຸເຊັ່ນ: ຄວາມຫນືດ.
02 ອຸນຫະພູມຄໍຂອງອາຫານ
ສິ່ງສໍາຄັນໃນການຕັ້ງຄ່າອຸນຫະພູມຄໍຂອງອາຫານແມ່ນເພື່ອປ້ອງກັນບໍ່ໃຫ້ວັດສະດຸຕິດຢູ່ກັບສະກູ, ເຊິ່ງຈະຂັດຂວາງການໃຫ້ອາຫານປົກກະຕິ. ເພື່ອໃຫ້ວັດສະດຸລະລາຍໄວສໍາລັບການກະຈາຍຂອງ shear, ອຸນຫະພູມຄໍຂອງອາຫານຄວນຈະຢູ່ໃກ້ກັບຈຸດລະລາຍຂອງຜູ້ໃຫ້ບໍລິການເທົ່າທີ່ເປັນໄປໄດ້ໂດຍບໍ່ມີການເຮັດໃຫ້ເກີດການຕິດ. ໃນບາງສູດ, ທາດປະສົມຈຸດລະລາຍຕ່ຳແມ່ນມີຢູ່ໃນປະລິມານໜ້ອຍຫຼາຍ. ເຖິງແມ່ນວ່າພວກມັນລະລາຍ, ພວກມັນບໍ່ມີຜົນກະທົບຢ່າງຫຼວງຫຼາຍຕໍ່ການຂົນສົ່ງວັດສະດຸໂດຍລວມ, ດັ່ງນັ້ນຜົນກະທົບຂອງມັນຕໍ່ອຸນຫະພູມຂອງຂະບວນການແມ່ນຫນ້ອຍທີ່ສຸດ.
ຢ່າງໃດກໍຕາມ, ບາງສູດປະກອບດ້ວຍວັດສະດຸທີ່ມີນ້ໍາໂມເລກຸນຕ່ໍາຫຼາຍ. ອຸນຫະພູມທີ່ສູງຂຶ້ນເລັກນ້ອຍ, ບວກກັບຄວາມຮ້ອນທີ່ໂອນຈາກເຂດຄວາມຮ້ອນລຸ່ມນ້ໍາຜ່ານສະກູ, ສາມາດເຮັດໃຫ້ວັດສະດຸເຫຼົ່ານີ້ລະລາຍກ່ອນໄວອັນຄວນຢູ່ໃນຄໍອາຫານ, ເຮັດໃຫ້ການຍຶດຕິດຂອງວັດສະດຸແລະຄວາມລົ້ມເຫຼວຂອງການໃຫ້ອາຫານ. ດັ່ງນັ້ນ, ໃນລະຫວ່າງການໃຫ້ຄວາມຮ້ອນກ່ອນການເລີ່ມຕົ້ນ, ເຂດອາຫານຕ້ອງຖືກເກັບຮັກສາໄວ້ໃນອຸນຫະພູມຕ່ໍາ. ຄວາມເຢັນອາດຈະຕ້ອງໄດ້ເປີດໃຊ້ງານເພື່ອຮັກສາອຸນຫະພູມຕໍ່ານີ້. ຖ້າບໍ່ດັ່ງນັ້ນ, ການເລື່ອນຂອງ screw ແລະບັນຫາການໃຫ້ອາຫານອາດຈະເກີດຂື້ນຫຼັງຈາກການເລີ່ມຕົ້ນ. ເພື່ອຫຼີກເວັ້ນການຜິດປົກກະຕິການເລີ່ມຕົ້ນ, ມັນມັກຈະດີກວ່າທີ່ຈະຕັ້ງອຸນຫະພູມໃນເບື້ອງຕົ້ນຕາມປົກກະຕິແລະຫຼັງຈາກນັ້ນຫຼຸດລົງອຸນຫະພູມເຂດອາຫານຫຼັງຈາກການເລີ່ມຕົ້ນ.
03 ອຸນຫະພູມຜອດຊ່ອງລົມ
ໂດຍທົ່ວໄປແລ້ວອຸນຫະພູມພອດຊ່ອງອາກາດຕ້ອງໄດ້ຮັບການຫຼຸດລົງຢ່າງເຫມາະສົມ. ໃນທາງທິດສະດີ, ເພື່ອປ້ອງກັນການລະລາຍຈາກການໄຫຼອອກໄດ້ງ່າຍແລະເຮັດໃຫ້ເລືອດອອກ, ອຸນຫະພູມຂອງທັງເຂດກ່ອນແລະຫຼັງລະບາຍອາກາດຄວນໄດ້ຮັບການປັບ. ການປັບຕົວນີ້ຮັບປະກັນວ່າວັດສະດຸໄຫຼໄປຂ້າງຫນ້າໄດ້ງ່າຍແຕ່ມີຄວາມຫຍຸ້ງຍາກໃນການໄຫຼຂຶ້ນແລະອອກຈາກຮູລະບາຍອາກາດ. ຢ່າງໃດກໍ່ຕາມ, ພາຍໃຕ້ເງື່ອນໄຂຂອງຄວາມຫມັ້ນຄົງ, ການໄຫຼວຽນຢ່າງໄວວາ, ການແຜ່ກະຈາຍທີ່ດີ, ແລະຄວາມດັນຂອງການລະລາຍຕ່ໍາ, ການປັບຕົວພິເສດກັບອຸນຫະພູມຂອງຊ່ອງອາກາດອາດຈະບໍ່ຈໍາເປັນ. ດັ່ງນັ້ນ, ຜູ້ປະກອບການຈໍານວນຫຼາຍບໍ່ໄດ້ເອົາໃຈໃສ່ກັບພາລາມິເຕີນີ້.
04 ອຸນຫະພູມສ່ວນປະສົມ
ພາກສ່ວນການຜະສົມຜະສານແມ່ນພື້ນທີ່ສໍາຄັນໃນການຜະລິດ masterbatch twin-screw. ການຄວບຄຸມອຸນຫະພູມຂອງມັນແມ່ນກ່ຽວຂ້ອງກັບຄວາມຕ້ອງການຜົນບັງຄັບໃຊ້ shear. ຫນ້າທີ່ທີ່ສໍາຄັນຂອງມັນແມ່ນການກະແຈກກະຈາຍ shear ຂອງເມັດສີ, ແລະຜົນບັງຄັບໃຊ້ shear ຕິດກັບອຸນຫະພູມ: ອຸນຫະພູມສູງເກີນໄປຫຼຸດຜ່ອນຄວາມຫນືດຂອງ melt ແລະແຮງ shear. ອຸນຫະພູມຕ່ໍາທີ່ເຫມາະສົມຈະເພີ່ມຄວາມຫນືດ, ເຮັດໃຫ້ການກະຈາຍ shear ດີກວ່າ. ຂະໜາດຂອງແຮງຕັດມັກຈະສົ່ງຜົນກະທົບຕໍ່ກະແສໄຟຟ້າຫຼັກ. ດັ່ງນັ້ນ, ຜູ້ປະກອບການທີ່ມີປະສົບການປັບອຸນຫະພູມຂະບວນການຢູ່ໃນເຂດນີ້ໂດຍອີງໃສ່ການປ່ຽນແປງໃນກະແສໄຟຟ້າຕົ້ນຕໍ.
05 ຕາຍຫົວອຸນຫະພູມ
ການອອກແບບອຸນຫະພູມຫົວຕາຍ: ໃນຂະນະທີ່ການລະລາຍເຂົ້າໄປໃນຫົວຕາຍແລະກໍາລັງຈະຖືກ extruded ສໍາລັບການ pelletizing (ບໍ່ວ່າຈະເປັນໂດຍ strand pelletizing, ວົງນ້ໍາ, ຫຼື pelletizing ໃຕ້ນ້ໍາ), ອຸນຫະພູມໂດຍທົ່ວໄປຕ້ອງໄດ້ຮັບການຫຼຸດລົງຢ່າງເຫມາະສົມ. ການທົດສອບສາມາດກໍານົດອຸນຫະພູມ extrudate, ສັງເກດເຫັນຄວາມແຕກຕ່າງຂອງມັນຈາກອຸນຫະພູມ melt ພາຍໃນຖັງ. ຍິ່ງໄປກວ່ານັ້ນ, ຖ້າມີອຸປະກອນປ່ຽນຫນ້າຈໍທີ່ບິນໄດ້, ໄລຍະເວລາແລະຄວາມສໍາເລັດຂອງຂະບວນການປ່ຽນຫນ້າຈໍມັກຈະກ່ຽວຂ້ອງກັບຄວາມຫນືດແລະອັດຕາການໄຫຼຂອງລະລາຍ, ເຊິ່ງສາມາດຈັດການໄດ້ໂດຍການປັບອຸນຫະພູມຫົວຕາຍ.

ປັດໄຈອິດທິພົນອື່ນໆນອກເຫນືອຈາກອຸນຫະພູມ
06 ການຄວບຄຸມຄວາມໄວຂອງ Feeder
ການຄວບຄຸມຄວາມໄວຂອງ feeder ມີຜົນກະທົບໂດຍກົງຕໍ່ຜົນຜະລິດ. ໃນລະຫວ່າງການຜະລິດທີ່ຫມັ້ນຄົງ, ອັດຕາການ extrusion ເທົ່າກັບອັດຕາອາຫານ. ການປ່ຽນແປງຄວາມໄວ feeder ການປ່ຽນແປງຜົນຜະລິດແລະພ້ອມກັນມີຜົນກະທົບຂະບວນການ. ການເພີ່ມຄວາມໄວຂອງ feeder ເພີ່ມວັດສະດຸເພີ່ມເຕີມເຂົ້າໄປໃນສະກູ, ປະສິດທິຜົນຫຼຸດລົງອຸນຫະພູມຂະບວນການ; ໃນທາງກົງກັນຂ້າມ, ການຫຼຸດລົງຄວາມໄວຂອງ feeder ປະສິດທິຜົນເຮັດໃຫ້ອຸນຫະພູມຂະບວນການເພີ່ມຂຶ້ນ. ການປ່ຽນແປງຄວາມໄວຂອງ feeder ຍັງມີຜົນກະທົບຕໍ່ຄຸນນະພາບການກະຈາຍຂອງຜະລິດຕະພັນ. ດັ່ງນັ້ນ, ການປັບປ່ຽນຄວາມໄວຂອງ feeder ຕ້ອງໄດ້ຮັບການພິຈາລະນາລວມ, ເພື່ອແນໃສ່ທັງຂະບວນການຜະລິດ masterbatch ທີ່ຫມັ້ນຄົງແລະຮັບປະກັນຄຸນນະພາບຜະລິດຕະພັນສຸດທ້າຍ.
07 ຄວາມໄວຫຼັກຂອງ screw
ຄວາມໄວສະກູຕົ້ນຕໍແມ່ນຄວາມໄວການຫມຸນຂອງສະກູ. ດ້ວຍຄວາມໄວຂອງອາຫານຄົງທີ່, ການປ່ຽນແປງຄວາມໄວຂອງສະກູຕົ້ນຕໍພຽງແຕ່ຊົ່ວຄາວຜົນກະທົບຕໍ່ອັດຕາການບີບອັດກ່ອນທີ່ມັນຈະຄ່ອຍໆກັບຄືນສູ່ປົກກະຕິ. ບົດບາດສໍາຄັນຂອງຄວາມໄວຂອງສະກູແມ່ນຢູ່ໃນການກະແຈກກະຈາຍ shear, ເຊິ່ງເປັນປັດໃຈສໍາຄັນອີກອັນຫນຶ່ງສໍາລັບການຄວບຄຸມຄຸນນະພາບຂອງຜະລິດຕະພັນ. ອັນນີ້ຮຽກຮ້ອງໃຫ້ມີການປະສານງານລະຫວ່າງອຸນຫະພູມ ແລະອັດຕາການຂັດ. ຜະລິດຕະພັນບາງອັນຮຽກຮ້ອງໃຫ້ມີການຕັດສູງ, ຈໍາເປັນຕ້ອງມີຄວາມໄວສະກູທີ່ສູງຂຶ້ນ. ຄົນອື່ນຕ້ອງການການຕັດຕ່ໍາ, ຮຽກຮ້ອງໃຫ້ມີຄວາມໄວຕ່ໍາ - ແນ່ນອນ, ການບັນລຸການຕັດຕ່ໍາອາດຈະກ່ຽວຂ້ອງກັບການປັບອຸນຫະພູມຂະບວນການ. ທຸກໆເຄື່ອງຈັກມີຄວາມໄວຈໍາກັດສູງສຸດ, ເຊິ່ງຕ້ອງໄດ້ຮັບການເຄົາລົບດ້ວຍຂອບຄວາມປອດໄພທີ່ເຫມາະສົມ.
08 ຄວາມດັນຂອງການລະລາຍ
ໂດຍທົ່ວໄປຄວາມກົດດັນຂອງການລະລາຍແມ່ນເກັບຮັກສາໄວ້ຕ່ໍາກວ່າ 1 MPa. ມັນກ່ຽວຂ້ອງກັບຂະຫນາດຕາຫນ່າງຊອງຫນ້າຈໍ, ປະສິດທິພາບການກະຈາຍເມັດສີ, ອຸນຫະພູມ melt, ແລະ viscosity. ຕາຫນ່າງຫນ້າຈໍຂະຫນາດນ້ອຍກວ່າ, ການກະຈາຍເມັດສີທີ່ບໍ່ດີ, ແລະຄວາມຫນືດຂອງ melt ຕ່ໍາເຮັດໃຫ້ຄວາມກົດດັນທີ່ສູງຂຶ້ນ; ໃນທາງກົງກັນຂ້າມ, ຄວາມກົດດັນແມ່ນຕ່ໍາ. ຄວາມກົດດັນຂອງການລະລາຍແມ່ນການສະທ້ອນທີ່ສົມບູນແບບຂອງປັດໃຈຫຼາຍ; ຫຼີກລ້ຽງການຕັດສິນແບບງ່າຍດາຍ ຫຼື arbitrary ໂດຍອີງໃສ່ມັນຢ່າງດຽວ. ຢ່າງໃດກໍ່ຕາມ, ມັນສາມາດເປັນເອກະສານອ້າງອີງທີ່ເປັນປະໂຫຍດສໍາລັບການປັບຂະບວນການແລະການຕິດຕາມສະຖານະຂອງການກະຈາຍຂອງຜະລິດຕະພັນ.
09 ການຕັ້ງຄ່າ ແລະປ່ຽນຊຸດໜ້າຈໍ
ຊຸດຫນ້າຈໍໃຫ້ບໍລິການເຊັ່ນ: ການຕອງແລະການເພີ່ມ shear ໂດຍການເຮັດໃຫ້ລະລາຍ backflow. ພວກເຂົາຄວນຈະຖືກຕັ້ງຄ່າແລະທົດແທນຢ່າງສົມເຫດສົມຜົນຕາມຄວາມຕ້ອງການສະເພາະຂອງຜະລິດຕະພັນແລະຄຸນນະພາບ.
10 ຈຸດສຸມດ້ານສິ່ງແວດລ້ອມສຳລັບTwin-Screw Extruders
ຄວາມກັງວົນດ້ານສິ່ງແວດລ້ອມທີ່ສໍາຄັນສໍາລັບ extruders twin-screw ແມ່ນ: ທໍາອິດ, ຂີ້ຝຸ່ນຢູ່ໃນຄໍອາຫານ; ອັນທີສອງ, ອາຍແກັສຈາກຮູທໍ່ລະບາຍອາກາດແລະຫົວຕາຍ; ແລະທີສາມ, ການປິ່ນປົວນ້ໍາເຢັນ. ຄວາມພະຍາຍາມຄວນໄດ້ຮັບການປະຕິບັດເພື່ອເກັບກໍາທີ່ສົມບູນແບບ, ການກັ່ນຕອງ, ແລະເກັບກໍາເຫຼົ່ານີ້ສໍາລັບການກໍາຈັດທີ່ເຫມາະສົມ.

ສະຫຼຸບແລ້ວ, ອຸນຫະພູມແມ່ນຕົວແປຫຼັກທີ່ແລ່ນຜ່ານຂະບວນການ extrusion twin-screw ທັງຫມົດ. ມັນໄດ້ຖືກສົມທົບຢ່າງແຫນ້ນຫນາກັບຕົວກໍານົດການເຊັ່ນ: ອັດຕາການໃຫ້ອາຫານ, ຄວາມໄວຂອງສະກູ, ແລະຄວາມກົດດັນ, ການລວບລວມກໍານົດການລະລາຍ, ການຖ່າຍທອດ, ການກະຈາຍ, ການລະບາຍອາກາດ, ແລະຮູບຮ່າງສຸດທ້າຍຂອງວັດສະດຸ. ຂະບວນການ extrusion ທີ່ຫມັ້ນຄົງ, ຄຸນນະພາບສູງແມ່ນຂຶ້ນກັບການຄວບຄຸມທີ່ຊັດເຈນແລະ holistic ຂອງລະບົບອຸນຫະພູມ.
ຖ້າທ່ານຕ້ອງການຂໍ້ມູນເພີ່ມເຕີມ,Ningbo Fangli Technology Co., Ltd.ຍິນດີຕ້ອນຮັບການສອບຖາມຂອງທ່ານ. ພວກເຮົາຈະໃຫ້ຄໍາແນະນໍາດ້ານວິຊາການມືອາຊີບຫຼືຄໍາແນະນໍາການຈັດຊື້ອຸປະກອນ.
ສົ່ງສອບຖາມ


X
ພວກເຮົາໃຊ້ cookies ເພື່ອສະເຫນີໃຫ້ທ່ານມີປະສົບການການຊອກຫາທີ່ດີກວ່າ, ວິເຄາະການເຂົ້າຊົມເວັບໄຊທ໌ແລະປັບແຕ່ງເນື້ອຫາ. ໂດຍການນໍາໃຊ້ເວັບໄຊທ໌ນີ້, ທ່ານຕົກລົງເຫັນດີກັບການນໍາໃຊ້ cookies ຂອງພວກເຮົາ.
ນະໂຍບາຍຄວາມເປັນສ່ວນຕົວ